Вопрос 3 Технология комбинированной коронки
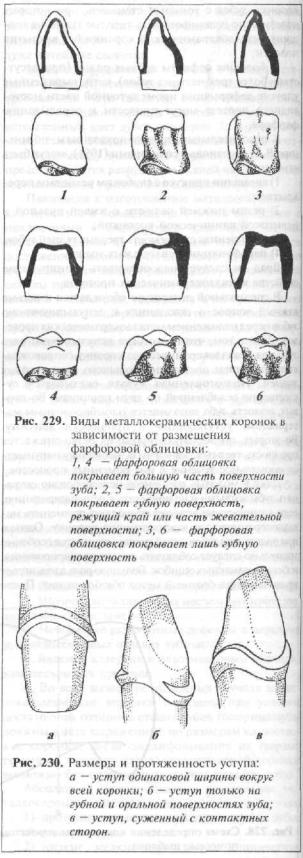
Металлокерамические коронки. Особенностями применения этой конструкции являются значительное сошлифовывание твердых тканей зуба и формирование кругового или только на щечной поверхности уступа. В некоторых случаях опорные зубы готовят без уступа. На комбинированной разборной модели производят моделирование воском металлической основы коронки и отливают ее в соответствующем металле. Отлитую коронку проверяют на культе гипсового зуба модели, затем — в полости рта и приступают к подготовке поверхности коронки для нанесения фарфоровой массы механическая и химическая обработка для создания безукоризненно чистой поверхности н удаление оксидной пленки. Подготовка металлической основы протеза к покрытию фарфором заключается в механической обработке шлифовка и полировка эластичными кругами и щетками с использованием абразивных порошков; при сухой струйной обработке в пескоструйном аппарате применяется кварцевый песок.






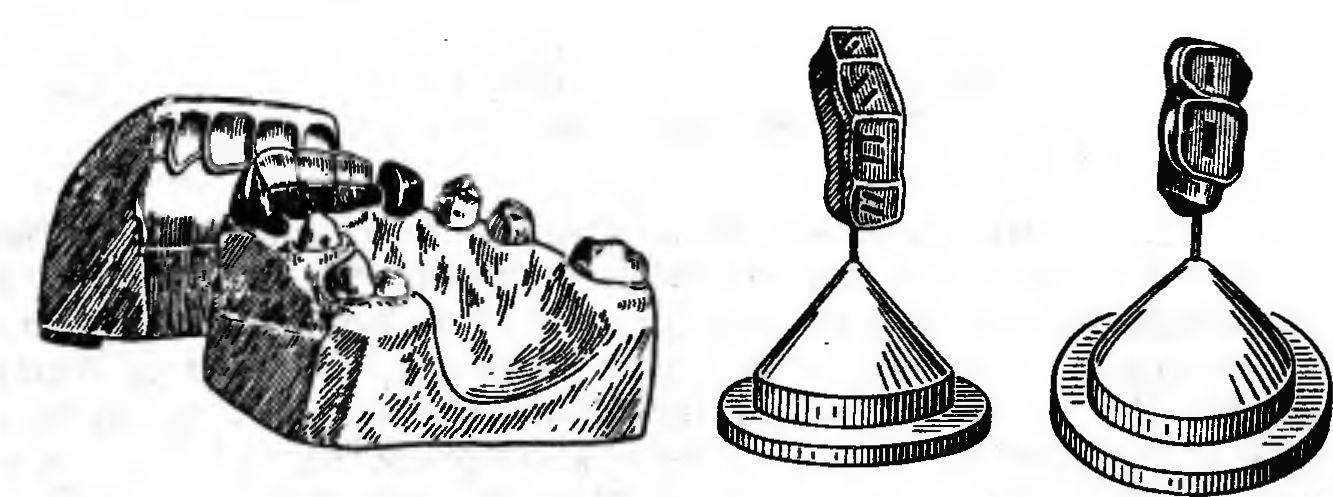
В клинику направляют неотбеленную коронку, которую припасовывают и с вестибулярной стороны бором проделывают отверстие. Отлив модель, снимают коронку, слегка нагрев ее над пламенем горелки, чтобы расплавить имеющийся в ней воск. Коронку отбеливают и полируют. После полировки вестибулярную стенку коронки вырезают карборундовым диском или колесовидным бором таким образом, чтоы ыла соха в пришеечной части на ширину 0,,0 мм участок, заходящий в десневую борозду - 0,3 мм и режущего края. Участки соприкосновения воска с металлом должны быть тщательно сглажены и сведены на нет. По завершении моделирования вырезают участок модели с коронкой и гипсуют в кювету для перевода воска в.